Tube Chain Conveyor
 Advantages:
Advantages:
- Transport of dusts, granular materials, powders, sludges
- Transport distances up to 55 m horizontally or 35 m vertically in one conveyor
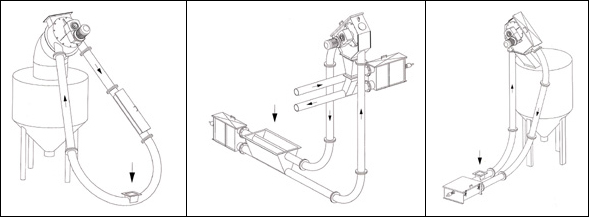
- Modular construction i.e. parts are common to many different configurations
- Minimal product retention in the conveyor
- Self cleaning system including assisted feeding inlet(s) and outlet(s)
- Sealed transport of dust, gas and materials under pressure (certified)
- Versatile routing
- Low wear rates
- Contains the pressure wave of an explosion and contains flame front (certified)
- Low consumption of nitrogen (where use required)
- Low energy-consumption
- Low maintenance costs
- Low space requirements
- Gentle handling
- Minimal product degradation to granular materials
- Will start up empty or with full load
Further equipment: Switch cabinet, frequency inverter, brushes, shaker, air jets, cleaning discs, slide valves flat version and upright version, dump valve, rotary valve, crusher, screw conveyors, dockling devices, etc.
Type of drive: Shaft mounted gearbox (parallel shaft or helical wheel), chain drive
Tube casing DIN 2458
Can be manufactured from: ST 37-2 / 1.4301 (304 S) / 1.4571 (320 S 31) / 1.4541 (321 S 31) / PE - Basalt or ceramic lining
Tube bend DIN 2458
Flange DIN 2573 / PN 6
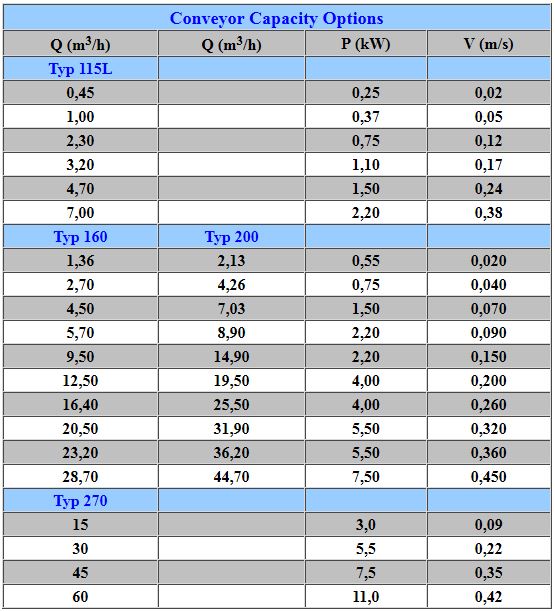
The conveying capacities are theoretical, calculated using a 100 % fill rate and 50 Hz.
Please click for:
➔ Drawing and Dimensions
Selection of possible configurations: